(note: The name is spelt 'Wheatly' and not
'Wheatley')
An article by Gladys Dinnacombe
and used by her kind permission,
Gladys was born in May Bank and related to brickmakers at the Wheatley Brick
Works
This article first appeared in The Open University Geological Society Journal
Spring 2002
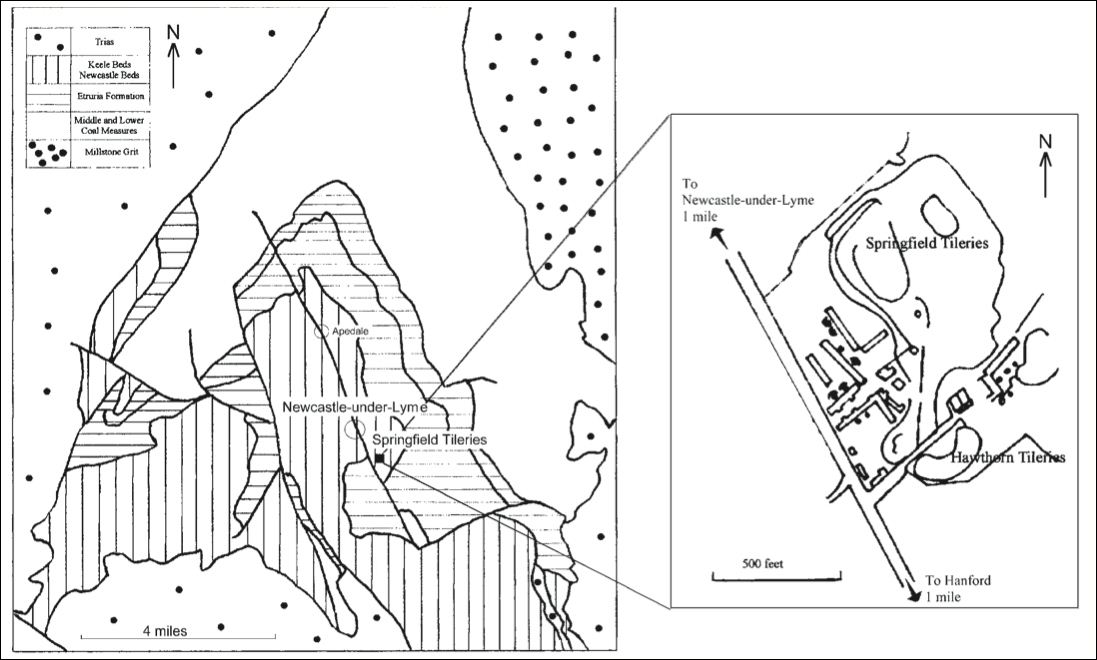
Figure 1. General geology map of the area and the extent of the workings in 1899
Researching my family history
has been an interesting hobby and as I got further back in time to the 1850's, I discovered my
ancestors had been brickmakers in Newcastle-under-Lyme, North Staffordshire (Figure 1). In the 1851 Census, my great-great-grandfather lived with his family, next door to his brother and his family.
All the members of the family who were old enough to work, and that included the female members, worked in the
brickworks as brickmakers. Looking at old maps of the area led me to believe that they worked in Springfield Tileries, the local brick pit known (during my lifetime) as Wheatly's Brick and Tile Works. (Figure 2).
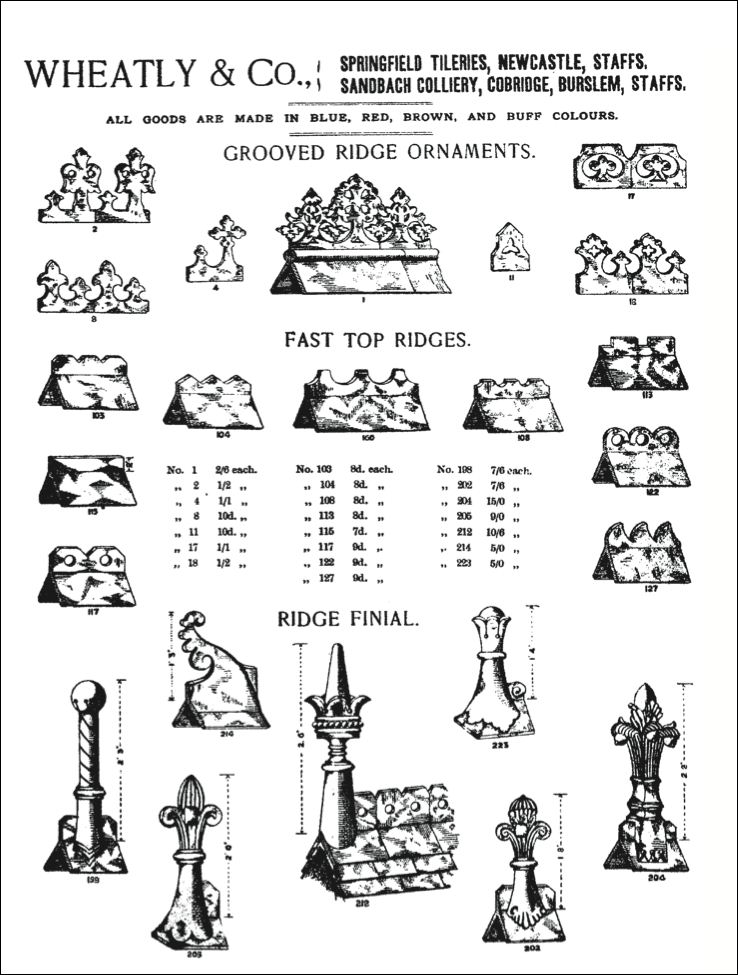
Figure 2. Wheatly & Co. Ltd. in 1989.
My memories during the late 1950's and early 1960's are that the buildings of this company could still be seen although I do not know if the pit was still being worked at that time. Further research led to the study of old maps and a small
advertising booklet dating from 1930 (Platt 1995) was discovered. This booklet showed small drawings of the tiles produced and how they were made. This will be discussed later.
I was now 'hooked' on finding out more and having come to a temporary halt on the genealogy I decided to look at the geology. Because of the pottery and coal industries, there is quite a large amount of geological information about this area.
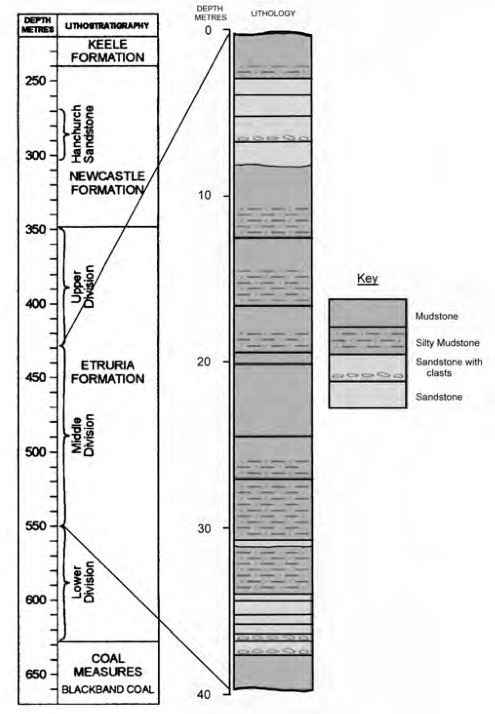
Briefly, the rock formations in this area are mainly of Carboniferous age, although there are some areas of Permo-Triassic sediments. A borehole at Apedale, indicated ancient volcanic debris, overlain by mudstones and sandstones of the Millstone Grit and Coal Measures. Above the Coal Measures are the red beds of the Etruria Formation (Figure 3). These were laid down on an alluvial plain and consist of mudstones of many colours and sandstones.
Besly and Turner (1983) suggested that the red beds were formed due to fluctuations of the groundwater table, which were induced climatically and from the iron-rich sediments themselves, during and shortly after deposition.
It is the mudstones of the Coal Measures and the Etruria Formation which have been and still are, the source of clay for the manufacture of bricks and tiles, using the local coal for firing the kilns.
Figure
3. Stratigraphic column showing Coal Measures and Etruria Formation, and the detailed column of the Middle Division of the Etruria Formation, based on sedimento- logical logs
(after Rees and Wilson 1998).
In 1850, Dobson (see
Celoria 1971) wrote a treatise on brick making. He gave some interesting information about the uses of bricks besides buildings: ‘a common turnpike road bridge over a railway requires for its construction, in round numbers, 300,000 bricks; and the lining of a railway tunnel of ordinary dimensions consumes about 8000 for every yard in length, or in round numbers, about 14,000,000 per mile’. At this time, the brick industry was well established in this area, and the beds of the Coal Measures have now been worked for brick clay, for around two centuries.
Bricks from this area were well-known because they were strong blue bricks (although red bricks were also made), made from the Etruria Formation. Today there is one main brickmaking facility, using clay from four quarries in the Etruria Formation and firing them in advanced tunnel kilns, although the Coal Measures are still used for brick clay in the northern part of this area.
BGS divide the Etruria Formation into three parts, Lower, Middle and Upper (Figure 3).
The Lower part consists of mudstones with several local sandstones. The mudstones include greenish-grey laminated mudstones and reddish brown or variegated mudstone with no laminations. There are also some thin coal seams or car- bonaceous beds.
The Middle part is the thickest part (105 - 167m) and consists of variegated mudstones (no laminations) with red- dish brown mudstones and lenses of sandstones. The variegated mudstones can be yellowish-brown, greenish-grey and purple.
The Upper part consists of variegated and reddish brown mud- stones. In the top 20 to 30 metres, small calcareous nodules are found. These cause problems in the firing process as they can cause the fired bricks to flake and break.
So what did my ancestors do as brickmakers? Dobson (1850) (see Celoria 1971), in his treatise on the manufacture of bricks and tiles, gives us plenty of information.
First of all, the clay had to be dug out. This was done in Autumn and the clay heaped up and left to weather over the winter. In North Staffordshire, however, the clay had to be ground first before being left to weather because of small pieces of limestone which occurred in the clay. The
weathering process prevents lamination and the clay was considered to be properly weathered if it ran through the fork when turned over; otherwise it was left for further weathering.
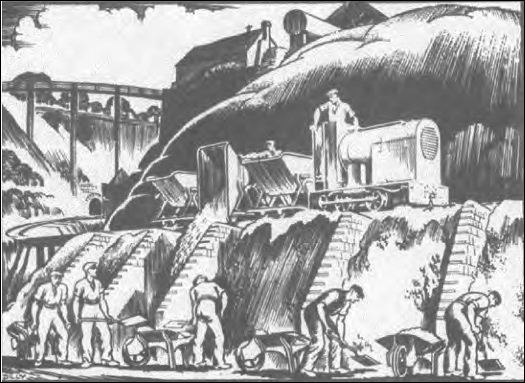
An illustration in the advertising booklet shows the men digging out the clay using pickaxes and shovels and loading the clay into wheelbarrows.
By April, the clay was ready to be turned over with shovels and then was either put into a pugmill or through rollers. A pugmill was either a wooden tub shaped like an inverted cone with an upright revolving shaft to which knives were attached so that they cut and kneaded the clay, or a hollow cast-iron cylinder powered by steam which did the same kind of thing. As the clay was kneaded it was gradually pushed through the mill. Water was sometimes added to give plasticity. If rollers were used, they were generally powered by steam also.
The advertising booklet of Wheatly and Co., which was published in 1930 is entitled ‘The Good Old Way’ (Platt 1995). The
company dates back to 1819 although the area had been worked for clay much before that date. The company started by making common bricks and agricultural drain pipes. When the proprietor realised the potential of the deposits in his clay pit towards 1870, the
business expanded.
In the 1881 Census, Samuel W. Wheatly stated that his occupation was Estate Agent and Brick and Tile Manufacturer. As Estate Agent, he managed the Butterton Estate (owned by Lady Pilkington) and many of the estate houses were built with bricks from his brickworks.
The census also gave his place of birth as Wickham in Huntingdon, so he was not a local man. The booklet tells us that in clay pits at Springfields, there were as many as twenty different seams, free from lime, which enabled a wide range of mixtures to be obtained without resorting to the use of artificial colouring matter. By this time, there had been some changes in the clay making process.
According to the booklet, the secret of the wide range of pleasing brick and tile colours is because of the close attention given to the mixing process as well as the large number of different seams available at this site. Up to 8 or 9 different clays may be used in obtaining the correct mixture for a particular product.
The mixing process itself intrigued me. Measuring was done by the barrow load; barrow loads of each of the required clays being tipped into trucks and then properly mixed. This mixture was then taken to the grinding sheds and ground ready for the next process. At the time of the printing of the booklet, the grinding was done via a series of rollers from an automatic feeder, the only one of its kind in Staffordshire at that time.
After grinding, the clay mixture was soaked with water to induce plasticity and allowed to lie in stacks called rucks. The clay lay there for several weeks or even longer. This process, called
souring, could be affected by the weather unless roofs were made over the rucks. When ready, the clay was then taken to be pugged
followed by another short rest before being ready for moulding. The booklet shows 14 different types of bricks and tiles.
The Contractors’ Compendium and Complete Catalogue of 1893 (Sears 1893) has four pages of illustrations of different bricks and tiles produced by Wheatly and Co. at that time (Figure 4). As well as the normal flooring and roofing tiles, there were grooved ridge ornaments, fast top ridges and ridge finials. There were gable and wall tiles, ridge tiles and ventilating ridge tiles. Bricks included best blue bricks as well as blue vitrified stable paving and kerb bricks. There were also terra metallic garden edging tiles. Best blue bricks cost 62/6 per 1,000 while ordinary roofing tiles were 37/6 per 1,000. Ridge finials were priced at between 5/0 and 15/0 each.
To return to Dobson’s Treatise, brickmaking in this area of Staffordshire is described in great detail with illustrations of
various machines. This section of the Treatise was written by R. Prosser.
In 1850, 100,000 bricks could be made weekly during the brick season.
The usual brick yard had a 5 horse power steam engine, a set of horizontal rollers, a pug mill and six drying
houses as well as nine ovens or kilns.
When the clay was ready, it was moulded into brick and tile shapes. This was done by hand. The clay was cut into pieces slightly larger than the moulds. It was then kneaded and bumped before being thrown into the mould quite forcefully.
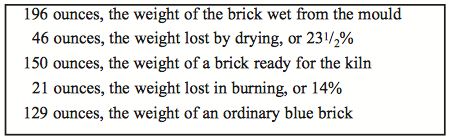
It was beaten down in the mould to increase its density. If drainage holes were needed, then these were done at this point. The tiles and bricks were then laid out on the floor until they were sufficiently set ready for the next stage in the process. Dobson gives some interesting information about the weight before and after firing. (Table 1)
Table 1. Total loss of weight in drying and burning
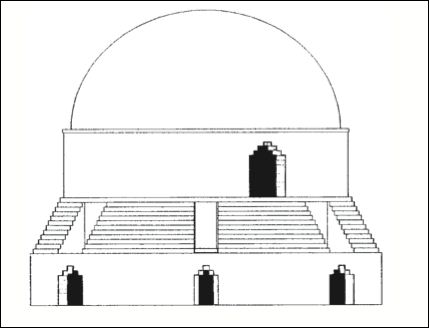
In this area the kilns were circular, domed over at the top and called cupolas. Fire holes were openings left in the wall, and these were protected from the wind by a wall built around the kiln (Figure 5). Up to 8000 bricks could be fired in one cupola.
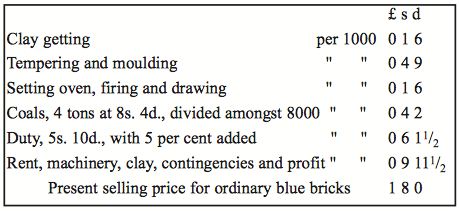
Dobson also details the total cost of manufacture and the selling price (Table 2). At this time, 1850, it seemed that being a brick-maker was only a part-time job, in that during the winter there would be no work. Dobson stated that, by being more systematic and by using buildings designed specifically for the purpose, brick making could become an all year round occupation. No wonder that families working in the brick industry during the early 1800’s were poor!
Figure 5. Diagram of cupola (after Dobson1850).
Table 2. The cost of manufacture and selling price.
Before being fired, as techniques improved, the bricks and tiles were fettled or dressed, so that any small bits adhering from the moulding process that were not required were removed. Horsing, another technique, obtained a camber on the tiles so that they were more efficient in use.
By 1930, the time when their booklet was published, some tiles were being made by machine but Wheatly and Co. were proud of themselves as they still produced quality hand made tiles.
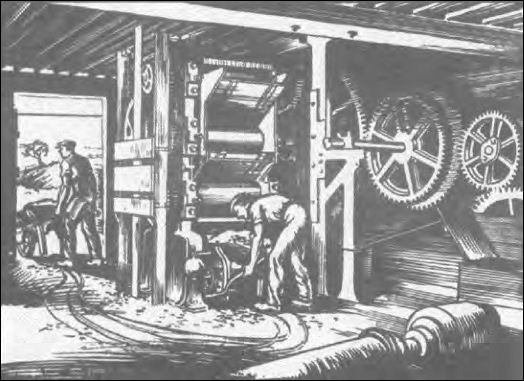
The final page of this booklet shows a series of small woodcut style pictures showing different people at work (Figure 6). There is also a copy of a photo of some of the staff employed at Springfield. Despite close scrutiny I have not yet found any of my ancestors.
Figure 6. Two of the small woodcuts depicting men at work (Platt 1995).
Today, only one main manufacturer of bricks and tiles remains in
this area and their main factory is across the road from where my mother lives.
This brickworks has the longest kiln in the country and produces many kinds of bricks. Their website offers a great deal of literature about bricks and their use. So how has brick-making changed over the years?
One important feature today is the consideration of the impact on the environment caused by the manufacture of bricks. This means that quarries are restored after being worked out and also chimney emissions are regulated. The bricks themselves are all moulded by machine, many different types being produced. These include perforated, frogged (bricks with depressions in one or more surfaces) and engineering bricks.
There is also a range of special shaped bricks which includes angle and cant, arch, bonding, bullnose, capping and coping, cill, plinth, soldier and spiral. I wonder what my ancestors would have thought of brickmaking now!
From Genealogy to Geology
Gladys Dinnacome
OUGS Journal 23(1)
Spring Edition 2002
References
Besly B M & Turner P, 1983, Origin of red beds in a moist tropical cli- mate (Etruria Formation, Upper Carboniferous, UK). In: Residual Deposits, Wilson R C L (ed) Special Publication of the Geological Society of London, No 11 p 131 - 147.
Celoria F (ed), 1971, Edward Dobson’s A Rudimentary Treatise on the Manufacture of Bricks and Tiles (1850), Journal of Ceramic History No. 5 George Street Press, Stafford, 102pp.
Platt D, 1995, reprint of: Anon, The Good Old Way 1819 - 1930 Produced by Martin’s Scientific Advertising Service, London. 17pp.
Rees J G & Wilson A A, 1998, Geology of the country around Stoke-on- Trent, HMSO, 152pp.
Sears J E (ed), 1893, The Contractor’s Compendium and Complete Catalogue. London: Compendium Publishing Company pp93-96.
Wilson A A, Rees J G, Crofts R G, Howard A S, Buchanan J G & Waine P J, 1992 Stoke-on-Trent; a geological background for planning and development. BGS Technical Report, WA/91/01.
Author
Gladys Dinnacombe has been a member of the OUGS since 1974 and is currently undertaking private research locally and in the USA. She has a BA Hons (Open) and a BPhil (Open).