Ceramics - How it's made | Ceramic
Tiles
![]()
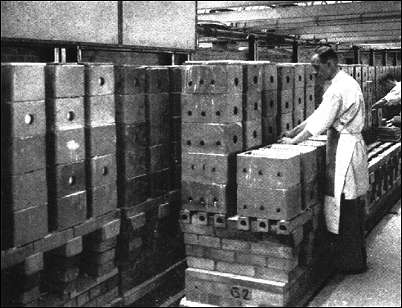
GLOST FIRING
'Placing' white-glazed tiles for firing
The firing by which the applied glaze is fused to the face of the biscuit is known as the "glost" firing – the firing, that is, of the "glost" (i.e., the glossed or glazed) ware. All our glost firing is done in tunnel kilns. Of these we have in commission no less than five, of an average length of about 220 feet – five insatiable monsters each of which must be fed with a truck of ware at intervals of about an hour.
This, of course, involves night work. All trucks, however, are loaded during the day, and the skeleton night staff has only to feed the kilns at the scheduled times and to maintain them at their proper
temperatures.
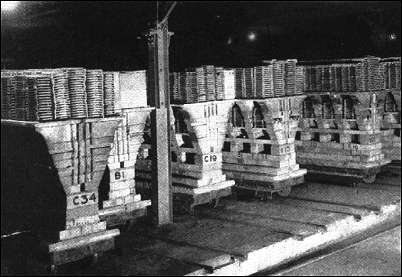
Trucks from the glost kilns cooling prior to unloading
The glost firing occupies about 40 hours, trucks of ware passing through the kilns exactly as in the biscuit firing already described. For glost firing white glazed tiles are usually "placed" vertically in
saggars, care of course being taken to see that there is nothing in contact with their glazed surfaces. Coloured tiles, on the other hand, are fired lying flat on the platforms or stages of open fireclay frameworks, a strictly horizontal position being necessary in their case to keep the thick glaze, which becomes fluid during firing, evenly distributed. This "open" firing is possible because the glost kilns are of the " muffle" type, in which the burnt gases or "products of combustion" do not enter the kiln, as in the biscuit firing, but are conducted down each side of it in flues, from the walls of which the heat reaches the ware by radiation and convection.
![]()
![]()
![]()
previous: glazing (2)
next: sorting and sizing
From: "A Century of Progress 1837-1937" a publication to commemorate The Centenary of Richards Tiles Ltd.